From Discussions VOL. 2 NO. 1Parametric Study of a Nd: Yag Laser Beam Interaction with Graphite
IN THIS ARTICLE
KEYWORDS
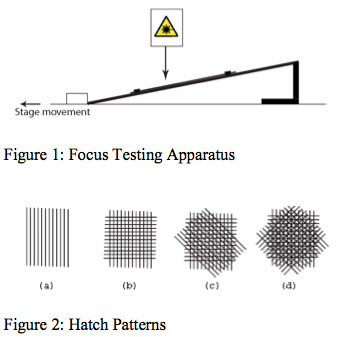
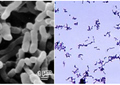
AbstractGraphite is an important material in a number of specialized industrial applications due to its high thermal conductivity and resistance to thermal shock. Common applications include use as an electrode in electro discharge machining and as a mold material in metal casting. These applications often include fine details that are difficult to achieve with rotary tool machining techniques. Ablation with an Nd:YAG laser marking system permits greater detail in the machined pattern. The beam behavior and resultant mark are determined by four key operating parameters: lamp current, pulse frequency, marking speed and pattern repetition. Experiments were conducted to determine the effect of each parameter on the rate of material removal and resulting mark quality. Scanning Electron Microscopy (SEM) was employed to characterize the mark quality. Results were analyzed to determine the most efficient parameter without degrading the quality of the mark. Reducing the marking speed had the most profound effect on the material removal rate. INTRODUCTIONLaser applications in material processing are becoming ever more common. Increased processing speed, low operating cost, and greater capabilities make laser ablation a viable alternative to traditional mechanical machining technology. This study analysed the impact of a number of operating parameters on graphite, an important material in several manufacturing methods. One of the most notable applications of graphite is as an electrode for Electro Discharge Machining (EDM). EDM is a highly precise method of machining numerous materials. An electrode is placed close to the material surface with a dielectric liquid filling the void between the two. A current is passed through the electrode to create a controlled pattern of arcs that erode the material. The electrodes used can vary both in size and material. Often, a graphite electrode is machined so that it is a negative image of the desired pattern. Graphite is also used as a mold material for metal casting and rubber molding. High thermal conductivity and resistance to thermal stresses make it an ideal choice. In both cases, the pattern is often limited by the size of the rotary tools available. This issue is especially troublesome when attempting to cut inside corners. The non contact nature of laser ablation eliminates these concerns. The tests conducted fell into two categories. First, the depth of focus for the beam was determined to ensure that further testing would take place with adequate fluency. For a given set of optics there is a focal length that will maximize the beam fluency. Unfortunately, as material is removed the focal length changes. Optimally the worktable can be raised to compensate for the removed material, but this is not always possible. Alternately, a depth of focus where the laser energy is sufficient to ablate material can be determined. As long as the depth does not exceed the depth of focus, marking is possible. The second class of tests was designed to determine the impact of the key operating parameters lamp current, marking speed, pulse frequency, and pass count on the efficiency of material removal. The selection of a parameter set involves a number of tradeoffs between time, cost, and quality. By developing relationships between parameter choice and result, it will be easier to choose the best configuration to complete a job. EQUIPMENTTesting was conducted using a pulsed 100W Nd:YAG laser marking system. This system consisted of the laser, interchangeable focusing lenses, and a set of computer controlled mirrors used to direct beam across workpiece. The system is mounted in a machine base with three axis workbench. This bench is equipped with a two dimensional digital readout system displaying table position. This system allows the user to measure small, precise adjustments made in the sample location before, during, or after marking. A proprietary software suite called FobaGraf was used to define beam path. Using a simple programming language, the software gives the operator complete control over a number of important laser parameters including lamp current, marking speed, pulse frequency, as well as the number of passes that should be taken over the pattern. The software allows simple paths to be programmed. For more elaborate patterns, a tool is included to import CAD or other vector artwork files. Patterns used in these tests were all created in AutoCAD and imported. PROCEDUREDepth of FocusTo determine the depth of focus an apparatus was designed to allow the focal length to be systematically adjusted. The apparatus consisted of an angled bar attached to the work table. A strip of painted steel was clamped to this bar. The laser scribed a short line on the metal strip and the entire table was then translated so that the next mark would be at a different focal length. Figure 1 shows this arrangement. The apparatus was designed so that each 1mm of table movement was equivalent to a 100μm change in focal length. After marking, the strip was sectioned and examined using scanning electron microscopy. Images of the lines were obtained. Using Photoshop, the width of each line was determined. When measuring this width, both ablated metal and any disruption of the paint were included because at greater focal lengths the only mark appears on the paint. Material RemovalA series of patterns were developed to test the effect of laser parameters on the efficiency of material removal. The patterns consisted of roughly 30 2mm squares. Each square was assigned a different parameter set based on the variable in interest. These values were chosen to provide a representative picture of the laser's capabilities. The focal length was chosen so that the entire depth of the square fell within the depth of focus for the system. To minimize any adverse effects associated with temperature rise in the sample material, the laser was paused briefly between squares and the squares were marked in a non-sequential pattern so that adjacent squares were never marked consecutively. After the sample was ablated, the depth of each square was determined with the aid of a Mitutoyo digital indicator. This experimental routine was repeated on several metals to provide comparison to engineering materials traditionally processed with lasers. Surface FinishWhen the desired pattern requires the ablation of a 2D area, the area must be hatched with a series of lines to fill the area. The marking software provides a range of options to generate this hatching pattern. The most important parameters are the spacing of the hatch lines and the orientation of one or more planes. The ideal spacing between lines is the laser spot diameter. This spacing was used in conjunction with the four hatch patterns shown in Figure 2 to generate a range of surface finishes. From the Inquiries Journal Blog  ") Related Reading JournalQuest is a free program to help academic student publications increase online readership and distribution. If you are interested in enrolling a journal at your school, please visit the JournalQuest website. Monthly Newsletter SignupThe newsletter highlights recent selections from the journal and useful tips from our blog. Suggested Reading from Inquiries Journal
Inquiries Journal provides undergraduate and graduate students around the world a platform for the wide dissemination of academic work over a range of core disciplines. Representing the work of students from hundreds of institutions around the globe, Inquiries Journal's large database of academic articles is completely free. Learn more | Blog | Submit Follow IJ
Latest in |