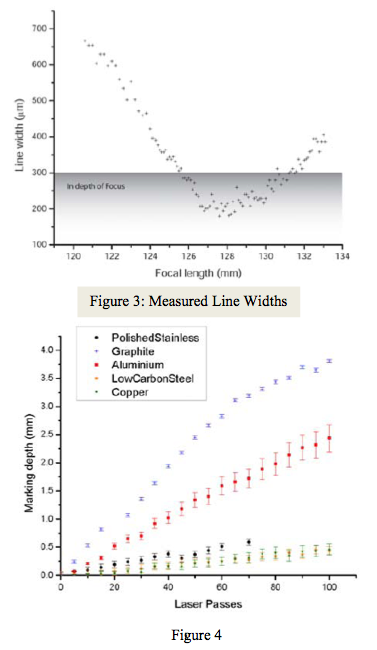
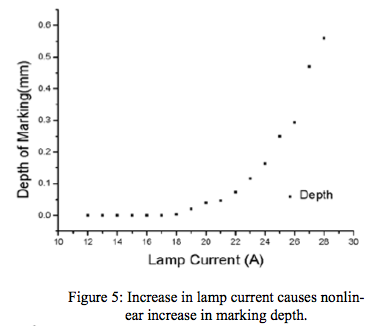
From Discussions VOL. 2 NO. 1Parametric Study of a Nd: Yag Laser Beam Interaction with GraphiteRESULTS AND ANALYSISDepth of FocusFigure 3 The line width obtained is proportional to the laser spot size and therefore indicative of how well the beam is focused [1]. In the region close to the focal length of the optics, a smaller spot size indicates a well focused beam. The experimental line widths obtained are shown in Figure 3. Most researchers consider any beam width within of the beam width at the focal point to be within an acceptable depth of focus [2] [3].The average line width for the roughly flat region at the bottom of the figure is 212μm. Based on this figure, it was determined that any focal length that produced a line smaller than 300 μm falls within the depth of focus. This includes all lines with measured focal length of 125.5mm to 131.6mm. Based on this knowledge, makings up to 6mm in depth could be created without noticeable loss of power. The user would focus the material to 125.5mm to maximize the depth possible. Material RemovalFigure 4 is a comparison of material removal rates for a range of materials. These relationships can be used as a guide to appropriately scale the results presented below for other materials. Lamp Current: The laser energy is supplied by a high pressure krypton flash lamp. The light from this lamp is used to excite electrons in the Nd:YAG rod to start the chain reaction resulting in a laser pulse. The output power of the laser is directly proportional to the output power of the lamp, which is in turn controlled by the current supplied to the lamp. The output power should increase with the square of the current. This relationship is shown in Figure 5. It can also be noted that the laser did not have enough power to remove material until the current reached 17A and then follows a roughly parabolic pattern. The lamp current is independent of time, making high current processing most time efficient. It was also observed, however, that since more energy is imparted in the same amount of time, there is a greater likelihood that thermal damage will occur. Although observed less frequently on graphite, these thermal impacts must factor into the decision on what current to use.
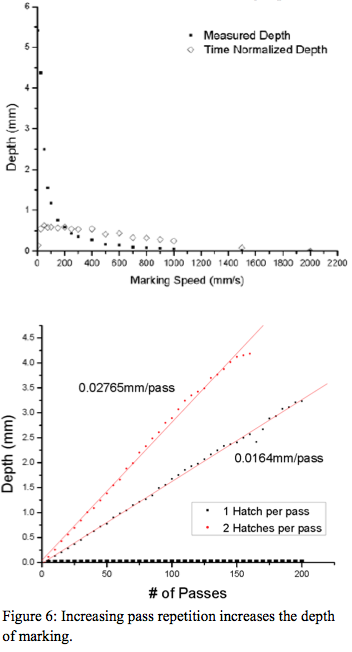
Pulse Spacing is based on the relationship between pulse spacing and marking speed. The two parameters must be balanced so that each spot overlaps the previous to form a solid line. This result is obtained with any combination of the parameters such that the translation of the beam between pulses is less than the spot size. With increased overlap, more material is removed per unit distance covered. Although this increases the amount of material removed per pass, the time it takes to complete the pass is increased. In addition, pulses produced at high frequency contain less energy than lower frequency pulses. Figure 6 shows the results these trials. Based solely on the measured depth, it appears that the rate of material removal can be maximized by choosing a low marking speed. In reality, however, there is a strong time dependence in the data. It takes significantly longer to complete a marking at 5mm/s than at higher speeds. To correct for this inherent time dependence, the data was normalized to a marking speed of 200mm/s, the rate used for all other tests. It then becomes clear that there is little change in actual material removable rate as the marking speed is changed and the normalized depth of approximately .6mm corresponds well to that obtained with a 28A lamp current. Pass Repetition: Once configured, the control system can be instructed to repeat the marking as many times as are needed to achieve the required depth or until the depth of marking is greater than the depth of focus. The pattern was run twice. The first set of data used hatch pattern in Figure 2a. The second test was run with the pattern in Figure 2b. Figure 7 shows this data, accompanied by the slope of the respective tests. It is expected that since twice the number of passes are taken in the second configuration, the material would be removed at twice the rate. Contrary to this hypothesis, the experimental results showed an increase of only 70% in the rate of material removal. It is seen that increasing the number of passes increases depth, but there is again an introduced time factor in the data. The actual rate of material removal is derived from the slope of this line, and is therefore constant. One advantage of the of the linear nature of this parameter is that the final depth can easily be controlled by increasing or decreasing the number of passes.
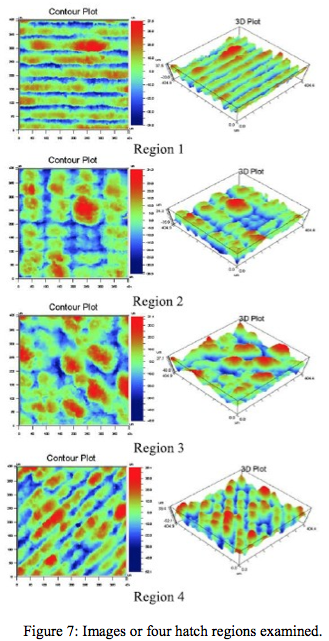
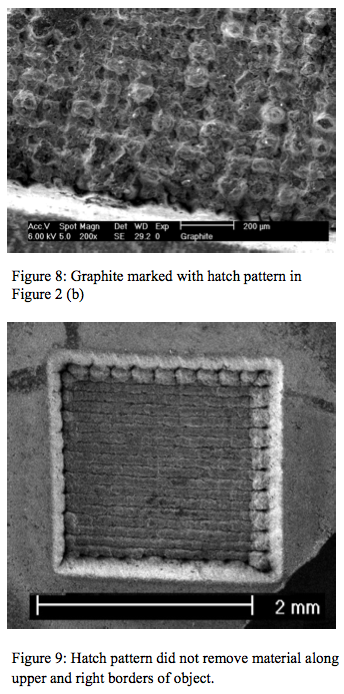
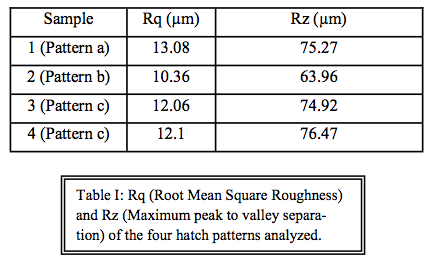
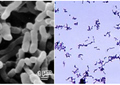
Surface Finish: A WYCO non-contact optical surface profilometer was used to characterize the surface of the four hatching regions. Due to the low reflectivity of graphite, a thin layer of gold was sputtered onto the surface. Figure 7 shows the surface profile generated by the hatch patterns as well as an SEM image of one region in Figure 8 . Table I contains quantitative data from this analysis. The complexity of the marking increases in proportion to the number of hatch orientations. As more layers are added, especially at non right angles, the pattern takes longer to process due to the extra beam translations required. In addition, the likelihood that the hatch pattern will not align perfectly with the edge of the marching increases with the number of layers marked. This can be seen in Figure 9.
Based on these criteria, it is desirable to choose the hatch style with the fewest layers to mark the pattern. Examination of Figure 7 shows that if only one orientation of hatching is used, the resulting pattern has a series of high ridges and deep valleys. By adding perpendicular hatching, these high ridges are knocked down. This is enforced by the largest Rq (root mean squared roughness) value for the single hatch. The least rough of the patterns was the area marked with the two layer cross hatch, making this a an ideal choice for hatching.
CONCLUSIONSWhile increasing capability in design is an important motivation in choosing laser ablation as a method of machining graphite, the driving factor is always cost. The key controllable variable in the cost of machining is the time it takes to run the pattern. Of the three key operating parameters, current is the only parameter that allows for time independent increase in the material removal rate. Increasing pattern repetition or reducing marking speed also increased the depth of the markings, but also led to longer processing times. By adding additional orientations to the hatch pattern the ridges and valleys generated can be broken up, but the effect is most pronounced with two hatch directions offset by 90°.
AcknowledgementsThe USAF Air Force DURIP Equipment Award and the sponsorship of the Case SOURCE program for this investigation are gratefully acknowledged. References[1] Nonhof, C.J. Material processing with Nd-lasers, Electrochemical Publications. (1988). [2] Ion, John C. Laser Processing of Engineering Materials, Elsevier/Butterworth-Heinemann. (2005). [3] Miller, J.C. and Haglund, R.F Laser Ablation and Desorption, Academic Press. (1998). From the Inquiries Journal Blog   Related Reading JournalQuest is a free program to help academic student publications increase online readership and distribution. If you are interested in enrolling a journal at your school, please visit the JournalQuest website. Monthly Newsletter SignupThe newsletter highlights recent selections from the journal and useful tips from our blog. Suggested Reading from Inquiries Journal
Inquiries Journal provides undergraduate and graduate students around the world a platform for the wide dissemination of academic work over a range of core disciplines. Representing the work of students from hundreds of institutions around the globe, Inquiries Journal's large database of academic articles is completely free. Learn more | Blog | Submit Follow IJ
Latest in |